MTS MOULAGE TECHNIQUE SOUFFLAGE
France
Fabricant/ Producteur

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
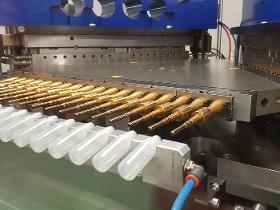
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.
MTS MOULAGE TECHNIQUE SOUFFLAGE
France
MTS a bâti sa réputation sur son savoir-faire technique depuis plus de 30 ans, nous maitrisons notre technologie et améliorons la qualité en continu en voici des exemples : Transformation de toutes les résines dites techniques : ■ ABS, ASA, ABS/PC, PS, ■ PEHD / PP COPO / PP HOMOPOLYMERE, ■ PA, PA 6, PA 6/FV, PA 11, PA 12, ■ Hytrel, Arnitel, ■ PMMA, PC, ■ SEBS / SANTOPRENE ■ Copolyester, PETG ■ Matière ignifugée type M3,M2 ou de type V2,V0 ■ Matière antimicrobienne Optimisation de l’utilisation matière par des techniques de régulation de la paraison Opérations aussi diverses que le surmoulage d’inserts, le montage de composants, des soudures, découpes, perçages, vissages, packaging... Conception de moyens sur mesure s’ajoutant à la ligne de production afin de livrer des fonctions complètes à nos clients Filtration de l’air ambiant afin d’éliminer la fine (poussière extrêmement fine) créée par notre processus (3 microns) Régulation de l’hygrométrie et de la température du bâtiment afin d’avoir un process stable tout au long de l’année L’intégralité de la production est supervisée par un système SPC Mettler pesant à la sortie de la machine chaque produit, ce qui permet un contrôle qualité rigoureux de toutes les pièces produites chez MTS Des moyens de contrôle adaptés aux exigences de nos clients : tests d’étanchéité (air et eau), contrôle 3D, marquage, contrôle ultrasons, contrôle couple de serrage…
MTS MOULAGE TECHNIQUE SOUFFLAGE
France
MTS a bâti sa réputation sur son savoir-faire technique depuis plus de 30 ans, nous maitrisons notre technologie et améliorons la qualité en continu en voici des exemples : Transformation de toutes les résines dites techniques : ■ ABS, ASA, ABS/PC, PS, ■ PEHD / PP COPO / PP HOMOPOLYMERE, ■ PA, PA 6, PA 6/FV, PA 11, PA 12, ■ Hytrel, Arnitel, ■ PMMA, PC, ■ SEBS / SANTOPRENE ■ Copolyester, PETG ■ Matière ignifugée type M3,M2 ou de type V2,V0 ■ Matière antimicrobienne Optimisation de l’utilisation matière par des techniques de régulation de la paraison Opérations aussi diverses que le surmoulage d’inserts, le montage de composants, des soudures, découpes, perçages, vissages, packaging... Conception de moyens sur mesure s’ajoutant à la ligne de production afin de livrer des fonctions complètes à nos clients Filtration de l’air ambiant afin d’éliminer la fine (poussière extrêmement fine) créée par notre processus (3 microns) Régulation de l’hygrométrie et de la température du bâtiment afin d’avoir un process stable tout au long de l’année L’intégralité de la production est supervisée par un système SPC Mettler pesant à la sortie de la machine chaque produit, ce qui permet un contrôle qualité rigoureux de toutes les pièces produites chez MTS Des moyens de contrôle adaptés aux exigences de nos clients : tests d’étanchéité (air et eau), contrôle 3D, marquage, contrôle ultrasons, contrôle couple de serrage…
MTS MOULAGE TECHNIQUE SOUFFLAGE
France
MTS a bâti sa réputation sur son savoir-faire technique depuis plus de 30 ans, nous maitrisons notre technologie et améliorons la qualité en continu en voici des exemples : Transformation de toutes les résines dites techniques : ■ ABS, ASA, ABS/PC, PS, ■ PEHD / PP COPO / PP HOMOPOLYMERE, ■ PA, PA 6, PA 6/FV, PA 11, PA 12, ■ Hytrel, Arnitel, ■ PMMA, PC, ■ SEBS / SANTOPRENE ■ Copolyester, PETG ■ Matière ignifugée type M3,M2 ou de type V2,V0 ■ Matière antimicrobienne Optimisation de l’utilisation matière par des techniques de régulation de la paraison Opérations aussi diverses que le surmoulage d’inserts, le montage de composants, des soudures, découpes, perçages, vissages, packaging... Conception de moyens sur mesure s’ajoutant à la ligne de production afin de livrer des fonctions complètes à nos clients Filtration de l’air ambiant afin d’éliminer la fine (poussière extrêmement fine) créée par notre processus (3 microns) Régulation de l’hygrométrie et de la température du bâtiment afin d’avoir un process stable tout au long de l’année L’intégralité de la production est supervisée par un système SPC Mettler pesant à la sortie de la machine chaque produit, ce qui permet un contrôle qualité rigoureux de toutes les pièces produites chez MTS Des moyens de contrôle adaptés aux exigences de nos clients : tests d’étanchéité (air et eau), contrôle 3D, marquage, contrôle ultrasons, contrôle couple de serrage…
MTS MOULAGE TECHNIQUE SOUFFLAGE
France
MTS a bâti sa réputation sur son savoir-faire technique depuis plus de 30 ans, nous maitrisons notre technologie et améliorons la qualité en continu en voici des exemples : Transformation de toutes les résines dites techniques : ■ ABS, ASA, ABS/PC, PS, ■ PEHD / PP COPO / PP HOMOPOLYMERE, ■ PA, PA 6, PA 6/FV, PA 11, PA 12, ■ Hytrel, Arnitel, ■ PMMA, PC, ■ SEBS / SANTOPRENE ■ Copolyester, PETG ■ Matière ignifugée type M3,M2 ou de type V2,V0 ■ Matière antimicrobienne Optimisation de l’utilisation matière par des techniques de régulation de la paraison Opérations aussi diverses que le surmoulage d’inserts, le montage de composants, des soudures, découpes, perçages, vissages, packaging... Conception de moyens sur mesure s’ajoutant à la ligne de production afin de livrer des fonctions complètes à nos clients Filtration de l’air ambiant afin d’éliminer la fine (poussière extrêmement fine) créée par notre processus (3 microns) Régulation de l’hygrométrie et de la température du bâtiment afin d’avoir un process stable tout au long de l’année L’intégralité de la production est supervisée par un système SPC Mettler pesant à la sortie de la machine chaque produit, ce qui permet un contrôle qualité rigoureux de toutes les pièces produites chez MTS Des moyens de contrôle adaptés aux exigences de nos clients : tests d’étanchéité (air et eau), contrôle 3D, marquage, contrôle ultrasons, contrôle couple de serrage…
Fabricant/ Producteur
41 Plastic Avenue
Zi du musinet / bp12
01460 Montréal-La-Cluse - France
europages vous recommande également
Une sélection d'entreprises proche de l'activité :
Une sélection de produits qui pourraient vous intéresser
HTP EUROPE
Belgique

L’injection soufflage est utilisée pour la réalisation de corps creux : flacons,bouteilles,… en matières thermoplastiques. Une préforme injectée est ensuite plaquée par jet d’air comprimé contre les parois d’un moule puis refroidie. Nous disposons de plusieurs types de machines qui nous permettent de répondre à des demandes sur des flacons soit : En matières translucides comme les PP/PEBD/PEHD En matières hautement transparentes comme les COP/PET/CO-PET. Nous avons la possibilité de répondre à des demandes de flacons allant de 5ml à 100 ml pour le moment mais nous sommes en train d’étendre de notre gamme avec nos partenaires.

GLORY INJECTION PLASTIQUE
France
Injection de pièces cosmétiques avec la possibilité d'utiliser jusqu'à 3 couleurs ou 3 matières différentes.

MING XIAO MANUFACTURING CO., LTD
Chine
Ming Xiao Mfg engagé dans des pièces moulées en plastique personnalisées par moulage par injection plastique depuis plus de 15 ans, nous disposons d'une variété de machines de moulage par injection, de machines de moulage par injection verticale et de machines de moulage par injection horizontale, de produits en plastique personnalisés de haute qualité et à bas prix. Les pièces en plastique sont très simples et populaires dans toutes les industries, telles que le couvercle en plastique, le bouton en plastique, le support en plastique, la bride en plastique, les vannes en plastique, les engrenages en plastique, la bague en plastique, la base en plastique, les arbres en plastique, les supports en plastique, les accouplements en plastique, les fabrications en plastique, etc. . Le moulage par injection plastique convient aux pièces en plastique compliquées avec un profil ou une structure complexe, n'hésitez pas à nous contacter pour obtenir un devis!

GEFICCA SA
France
Le moulage par injection permet de mouler des pièces de toutes tailles, de poids très différents (inférieur au gramme / supérieur à plusieurs Kgs), de duretés variables (20 à 90 shA) et de matériaux standards ou formulés sur mesure (EDPM, caoutchouc naturel, silicone, nytrile, butyl, polychloroprene…). La presse est alimentée en bandes continues de caoutchouc cru, préchauffées dans un fourreau avant d’être injectées en automatique dans les cavités du moule. La durée du cycle de moulage est liée à la nature de l’élastomère et à la forme de la pièce. La vulcanisation (cuisson) terminée, la pièce caoutchouc est démoulée puis contrôlée.
Demande de devis
Créez une seule demande et obtenez plusieurs devis de fournisseurs vérifiés.
- Fournisseurs qualifiés
- Respect de la vie privée
- 100% gratuit